There are two (2) basic styles of screw thread pipe ring gages: Threaded-Taper
and Plain-Taper. Threaded-Taper ring gages are used to check external pipe screw
threaded parts. For taper screw thread pipe ring gages, only one
(1) L1 member is required when checking NPT (American National Standard
Taper Pipe) threaded parts. Two (2) gage members (GO and NOGO) are
required for NPS (American National Standard Straight Pipe) threaded
parts.
When gaging ANPT, NPT or NPTF threaded parts, screw the part into the side of the gage which is marked.
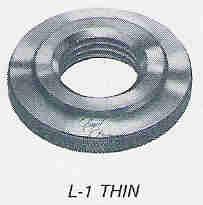
Parts being checked are generally acceptable when they come flush
to end of ring to plus (+) or minus (-) one turn of the unmarked side. The L1 (unofficially known as THIN) ring
gage checks the first four (4) to five (5) threads. The designation L1 refers to the dimension in the thread specification which specifies the Hand Tight Engagement Length.
Modeled, animated, and rendered by Travis R. Wahl
NPTF (Dryseal) and ANPT (Aeronautical) thread tolerances are more
closely controlled. Because of this a second ring gage is required and is called: L2 (unofficially known as THICK) ring gage as well as the
L1 ring. The L2 thick gage checks approximately the fifth (5), sixth
(6) and seventh (7) threads. The designation L2 refers to the dimension in the thread specification which specifies the Wrench Tight Engagement Length. The specification which defines NPT (ANSI/ASME B1.20.1) does not define a L2 Ring gage to be used with NPT part testing.
Modeled, animated, and rendered by Travis R. Wahl
Again because NPTF (Dryseal) and ANPT (Aeronautical) thread tolerances are more
closely controlled. Because of this a third ring gage is required. This Plain Tapered ring gage is called: Crest-Check (unofficially known as 6-Step) ring gage is used to check the major
diameter of the external thread.The specification which defines NPT (ANSI/ASME B1.20.1) does not define a Crest-Check ring gage to be used with NPT part testing.
Taper pipe ring gages are used in the same manner as pipe
plugs except you are now checking an external thread.
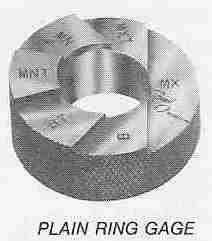
EXAMPLE: Thread the pipe ring gage on the part (marked side first).
If the part comes flush with end of ring gage, you are at basic
thread. Then use the plain ring gage "Basic" steps marked
"B" and "BT". If the part comes one (1) turn
small from being flush then you are at minimum thread. Then use
the plain ring gage "Minimum" steps marked "MN"
and "MNT". If the part comes one (1) turn large from being
flush then you are at maximum thread. You then use the plain ring
gage "Maximum" steps marked "MX" and "MXT".
Again, determine location with your threaded ring (basic, minimum,
maximum) before using your plain crest check ring gage.
Disclaimer:
This page is a modified page extracted from Dynamics of Gaging published by Regal-Beloit Corporation.The data is provided for general information only. The intention is to provide accurate information; regardless; errors may exist in the supplied information. If accuracy is critical, base your final decisions on the data provided in the root documents: ANSI/ASME B1.20.1; ANSI B1.20.5;and ANSI SAE AS71051 which are copyrighted documents. To purchase copies visit an Authorized Reseller.
Comments:
Original Posting: 5/4/2005
Last Revision: 8/20/2018
Error corrections in, or comments about, the above data can be sent to: office@gagecrib.com
Gage Crib Worldwide, Inc.
6701 Old 28th St SE, Suite B
Grand Rapids, MI 49546-6937
Phone: 001-616-954-6581 • Fax: 001-616-954-6583 CONTACT FORMS & INFO