How do I determine the GO and NOGO size of the gage?
When specifying plain cylindrical gages you need to identify three
parameters: Gage
Size; Gage
Tolerance; Gage Function.
Example #1
For this discussion we will be talking about a cylindrical feature which has a size of: 0.20"/0.30". Yes I know that this is a large tolerance for a machined part, but the size suits us well for discussion reasons.
The part drawing may give this product size information as: 0.20"/0.30"; 0.25"+/-0.05; 0.20"+0.10/-0.00; 0.30"+0.0/-0.10; 0.10"+0.10/+0.20; 0.40"-0.10/-0.20 or any number of other ways to arrange the same data, depending on the design intent of the engineer. If you do the math on each of the various methods of saying the same data, the result is the same: 0.20"/0.30".
Let's talk about the GO gage first. According to a Peter's Principal; the GO gage must check all the product features in the maximum material condition. That said; a GO Cylindrical Plug Gage would be made at the maximum material condition of the cylindrical hole: 0.20"; while a GO Cylindrical Ring Gage would be made at the maximum material condition of the shaft: 0.30".
Now lets talk about the NOGO gage. According to the same Peter's Principal; the NOGO gage must check only one product feature at a time and check that product feature in the minimum material condition. That said; a NOGO Cylindrical Plug Gage would be made at the minimum material condition of the cylindrical hole: 0.30"; while a NOGO Cylindrical Ring Gage would be made at the minimum material condition of the shaft: 0.20".
Example #2
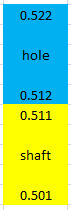
Let us assume that the above two paragraphs have you scratching your head and saying" WHAT?" To try to clear that question we will make the example using slightly different numbers. This time we will talk about a shaft with a size of 0.501"/0.511" and a hole with a size of 0.512"/0.522".
In this scenario:
NOGO Plug Gage = 0.522"
GO Plug Gage =0.512"
GO Ring Gage = 0.511"
NOGO Ring Gage = 0.501"
Line to Line fit?
Yes I know that the gage size is right at the product limit size, and that you cannot put a 1" pin into a 1" hole; however; this is the accepted industry standard method of designation gage size used in the USA. This method assures that nothing beyond the product tolerance is passed by the gage. Well then you complain that you are losing some of your product tolerance to the gage. You are exactly correct. The product tolerance is sacrificed for the attainment of the goal of no bad parts. Great! You say, how much product tolerance am I giving up? The accepted method of establishing the gage tolerance is the 10% product tolerance rule. To help you figure out how much gage tolerance to specify, here is a handy Gage Maker's Tolerance Calculator.
Original Post: 5/4/2011
Revised: 9/24/2015
Comments related to this topic can be sent to Wayne at: office@gagecrib.com
Gage Crib Worldwide, Inc.
6701 Old 28th St SE, Suite B
Grand Rapids, MI 49546-6937
Phone: 001-616-954-6581 • Fax: 001-616-954-6583 CONTACT FORMS & INFO