Out-of-Round Screw Thread Ring Gauges; Solid vs. Adjustable
WHY
Opponents of Adjustable Screw Thread Ring Gages say that the AGD (American Gage Design) Adjustable Screw Thread Ring Gauge is always out-of-round; while their preference for the Solid Screw Thread Ring Gage is based on the fact that it is always perfect round cylinder shape.
SOLID STYLE IS ROUND
I agree with this. In its new condition the Solid Style Screw Thread Ring Gauge has a nicely cylindrical shape to the thread form.
ADJUSTABLE STYLE IS OUT-OF-ROUND
This is technically true but functionally inaccurate.
TECHNICALLY TRUE
The Adjustable Screw Thread Ring Gage gets its initial machining completed before the ring gauge adjustment capability is activated and thus is as round as a Solid Style Screw
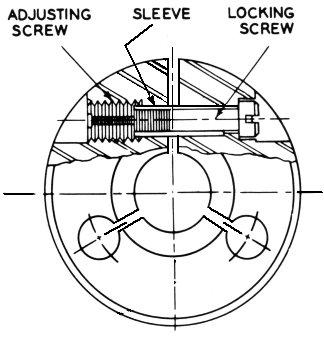
Thread Ring Gage. After the initial machining operations are complete the Adjustable Screw Thread Ring Gauge is hardened, the flexation webs are annealed, the adjusting slots are cut into the ring gage, and the adjustment mechanism is installed. Once the ring gage is sliced open the hardened steel tensions release and the resulting condition of the ring gauge is random. Sometimes the slot can open up, sometimes the slot closes up, sometimes the slot off-sets along the ring gage centerline; and sometimes multiple things happen at same time. All of this is fixed by working the ring gage on to a set plug gauge and locking the locking mechanism. The working of the ring gage onto the set plug gauge during the manufacturing process includes a process of lapping of the gage surface; which is the same final machining process used for the Solid Screw Thread Ring Gauge. The Adjustable Screw Thread Ring Gage cycles through a process of lapping and adjusting against the set plug gauge to reach its final completed gage form. In its final form as a newly manufactured Adjustable Screw Thread Ring Gauge; it is very close to as round as a Solid Screw Thread Ring Gage; but maybe not perfectly. As the gauge is used, and wears, and is adjusted during calibration the extent of the out-of-round condition increases. If the Adjustable Screw Ring Gage is tested by direct measurement the out-of-round condition will register and the Adjustable Screw Thread Ring Gauge will be reported as oversized. If someone attempts to adjust the Adjustable Screw Thread Ring Gage using direct measurement (without a set plug gauge) the out-of-round situation will be exacerbated; but it will appear that the gage eventually is in calibration.
FUNCTIONALY FALSE The calibration/setting of the Adjustable Screw Thread Ring Gage to its Master Plug Gage forces the Adjustable Screw Thread Ring Gage to conform to a metal to metal fit to the Master Set Plug. The setting process is a precision process which involves hitting the ring gage with a brass/lead/rubber hammer. I know that it sounds unlikely that beating on the ring gage is a precision process, but it is. What is happening is that The Adjustable Screw Thread Ring Gage is being beaten into submission to the Master Plug Gage. When the Master Plug Gage is removed from the Adjustable Screw Thread Ring Gage, the ring gage is functionally round. The space vacated by the Master Plug Gage is round and that is what the test piece sees when it is tested by the Adjustable Screw Thread Ring Gage. The voids in the Adjustable Screw Thread Ring Gage thread form where the adjustment slots are machined have no effect to the test process. Any out-of-roundness which still exists also exists as voids in the thread form and has no effect to the test process. Both of these irregularities to the perfect roundness of the thread ring gage result in voids in the thread form as it is applied to the product; however; the product only sees the functional size of the ring gage mimicking the Master Plug Gage. Functionally the Adjustable Screw Thread Ring Gage matches the size of, and is as round as, the Master Plug Gage. After use and wear of the Adjustable Screw Thread Ring Gage; each calibration returns the functional roundness to the Adjustable Screw Thread Ring Gage.
SOMETHING ELSE TO CONSIDER
The Tri-Roll Screw Thread Comparator is zeroed to a Master Plug Gage; similar to an Adjustable Screw Thread Ring Gage. The Tri-Roll Screw Thread Comparator tests the screw thread by touching the test piece in three places; similar to an out-of-round is Adjustable Screw Thread Ring Gage. The Tri-Roll Screw Thread Comparator is the specified method of testing precision safety critical threads used in the Aerospace Industry.
Disclaimer:
This data is provided for general information only. The intention is to provide accurate information; regardless; errors may exist in the supplied information. If accuracy is critical, base your final decisions on the data provided in the root document: ANSI/ASME B47.1; which is a copyrighted document. To purchase a copy visit an Authorized Reseller.
Comments:
Original Posting: 3/7/2015
Last Revision: 3/17/2015
Error corrections in or comments about the above data can be sent to: office@gagecrib.com
Gage Crib Worldwide, Inc.
6701 Old 28th St SE, Suite B
Grand Rapids, MI 49546-6937
Phone: 001-616-954-6581 • Fax: 001-616-954-6583 CONTACT FORMS & INFO